坯料質量可根據鍛件質量、燒損、各種工藝損耗(飛邊、連皮、芯料、切頭等)等進行計算。
由于胎模鍛工藝常用于中小廠、中小批生產,工藝變化多樣,所以坯料質量通常是先經概略計算,再采用試鍛方法確定。當采用無飛邊燜形工藝時,需嚴格控制坯料質量,否則不可能生產出好的成品。套模燜形的鍛件,在模具變形較大時,每次投料前應重新測量尺寸,核定坯料質量。
在確定胎模鍛坯料尺寸時,如系采用掉模成形,坯料直徑一般應等于或略大于鍛件最大直徑。若無合適的坯料,則可增加拔長或鐓粗工序。胎模鍛多在中小型工廠(車間)使用,鍛件種類繁多,倉庫材料規格很難齊全,經常出現“量材使用”, “材料代用”的情況,不能按工藝最優選用,以下原則可供參考。
1.對鐓粗成形為主的鍛件,合適的長徑比應在(0.8~1.0)與(2.0~2.5)之間,這樣便于剪切下料并在鐓粗時不產生縱向彎曲。

2.對以拔長成形為主的鍛件,坯料直徑與拔長部分所需長度比應大于0.3,否則拔長后端面產生凹心。
3.對局部鐓粗成形的鍛件,坯料直徑應等于或略小于(1~5mm)鍛件桿部直徑尺寸。
胎模鍛設備能力選用要點:胎模鍛設備能力的選用,重點不在于準確計算變形力(功),而在于靈活掌握各類設備能力特點和影響變形力的因素,充分利用現有設備能力。
1.設備能力選用,首先需考慮胎模成形方法及胎模類型。同一鍛件采用的成形方法不同,所需設備能力大小也不相同。
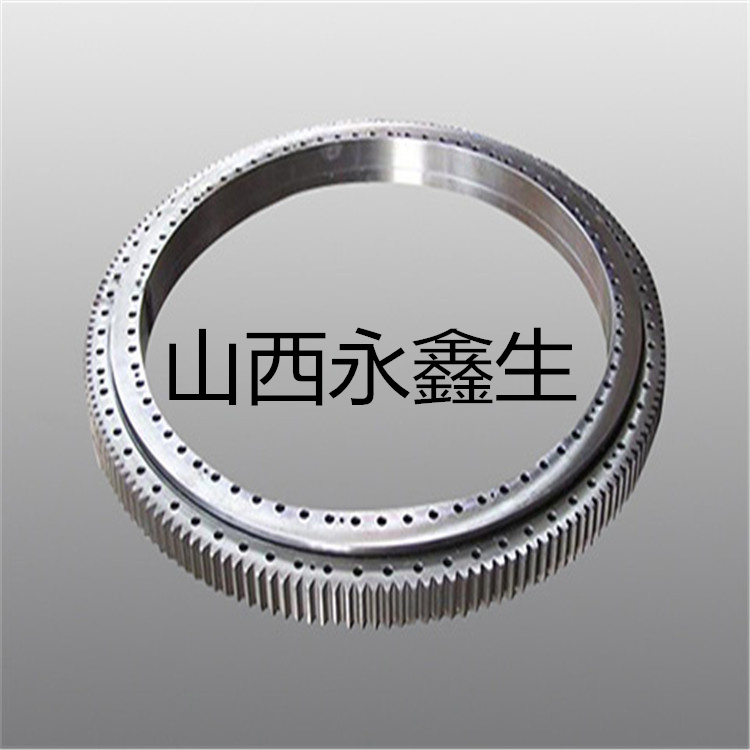
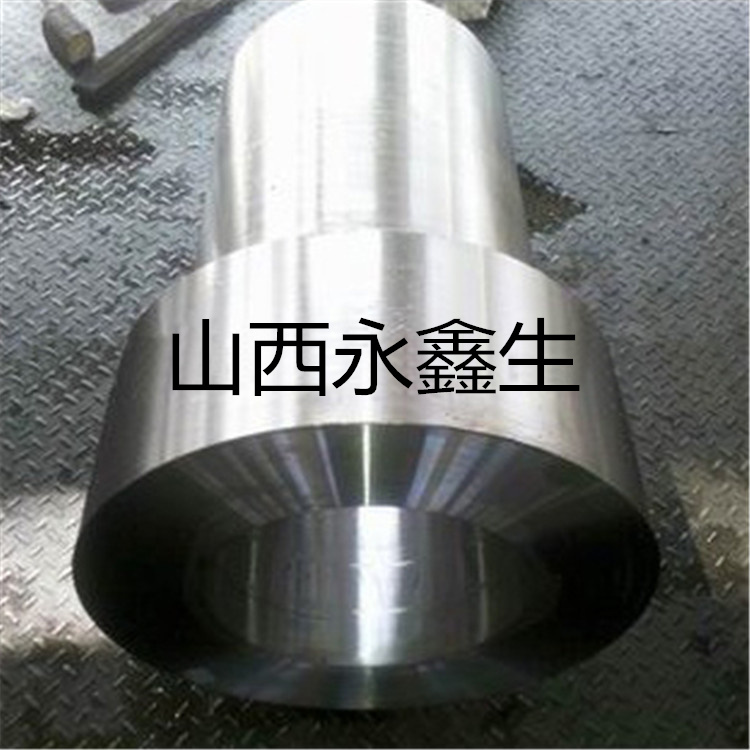
其次要考慮所需設備能力最大的燜形工序的特點:整體燜形或局部燜形;坯料直接燜形或制坯后燜形;一次燜形或切飛邊后重復燜形等。如一臺階軸合模整體燜形需3t蒸汽錘改用型摔局部成形僅需400kg空氣錘。一單凸緣鍛件采用鐓擠工藝時,當設備能力足夠時,則凸緣可順利擠出;當設備能力不夠時,則鐓擠工藝方法無法采用。一齒輪鍛件合模成形時,分模面為承擊面(同錘上開式模鍛),面積較大,模具壽命較高;但用套模成形時則由模腔鍛件承擊,面積較小,若設備打擊能量過大,則多余打擊能量將使模套產生漲大變形,甚至破裂。
2.中小型工廠鍛造車間里,進行胎模鍛造的主要設備為蒸汽錘和空氣錘,臺數不多,噸位級差較大。一般現場條件下沒有可能根據計算來選擇設備,而只是估算一下在哪臺設備上成形更為有利,更能均衡設備負荷。這樣“小設備于大活”或“一錘多用”,就是常有的事了。